产品通过:欧盟CE认证
转盘高周波机_转盘式高频机
无锡金电详细介绍单头转盘式高周波机设备操作方式
|
无锡金电高频设备有限公司 |
发行日期 |
2011-11-19 |
|
文件类别 |
设备型号 |
设备名称 |
制作人 |
黄 保 华 |
|
操作指南 |
KS-8000A |
高周波机 |
页 数 |
1 |


转盘式高周波机 自动滑台式高周波熔断机
1.0 单头转盘式高周波吸塑封口机设备的操作指南:
1.1 高周波吸塑封口机设备在吸塑泡壳包装行业的操作介绍:
|
部位名称 |
功能介绍 |
部位名称 |
功能介绍 |
|
延迟时间 |
上模与下模合模时间 |
下降开关 |
调模点动开关 |
|
熔接时间 |
吸塑泡壳封口时间 |
电压表 |
工作电压指示表 |
|
冷却时间 |
封口后定型时间 |
控制箱电源开关 |
控制线路开关 |
|
上升时间 |
上模上升的距离 |
接地板 |
高周波接地回路 |
|
高周开关 |
高周开和关设定 |
温度调节器 |
加温温度调节 |
|
自动/手动开关 |
调模点动与自动设定 |
上模板 |
上模安装板 |
|
电流指示表 |
设备工作时电流表 |
操作平台 |
下模安装板 |
|
急停开关 |
紧急制动开关 |
设备电源开关 |
设备总电源开关 |
|
计数器 |
工作工件计数 |
高周设定 |
高周输出调节 |

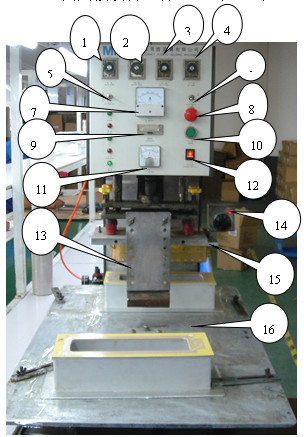
转盘式高周波焊接样品 转盘式高周波机功能键介绍
2.0 单头转盘式高周波吸塑封口机设备操作前注意事项:
2.1检查电源线、气管是否接好,电源电压、气压正常是0.3~0.6kgf/c㎡;
2.2检查机台和模具是否松动;
2.3检查模具上的地线是否与高周波机铝板接触良好。
3.0单头转盘式高周波吸塑封口机设备操作步骤:
3.1打开电源开关,高频控制面板上的电压表有220~V电压指示;
3.2将温控器调至100~130℃, 温控器红色灯亮,表示正在加热,等温度升到预设温度时,温控器指示熄灭;
3.3将塑料高频控制面板上的延迟档位调2秒”、熔接档位调到3秒”、定型档位调到1.5秒”、上升调到1”,高周档位调至80~95,根据吸塑熔接情况作适当调整所需要的工作时间;
3.4将吸塑产品放入底模,把高周波手动开关(自动开关)拔至ON位置,进行生产;
3.5当转动转盘上模下降与底模接触时,面板上的下降、熔接、上升指示灯依次明亮、熄灭,电流表指针由0至1A方向摆动,正常电在0.4~0.6A之间,当上升指示灯熄灭后上模自动上升,吸塑熔接完成。
3.6转动转盘取出产品,检查产品外观(如出现齿纹不明显,飞机孔偏,吸塑爆边等不良现象时,需要适当调整熔接的时间,定型的时间)然后再放入产品进行生产。
3.7生产完毕,依次关闭电源开关,总电源开关.
4.0单头转盘式塑料高频机设备的注意事项:
4.1操作时不得私自调机,出现异常立即向拉长反应;
4.2操作时需小心谨慎,产品方向放好后方可操作;
4.3操作中不能直接用手接触上模,温控器等发热器件,否则会有电击的危险;
4.4高周波机上禁止放任何物品;
4.5操作人员离开高频设备时必须将高频开关(自动开关)拔至OFF位置,不生产时关闭总电源开关;
4.6当生产过程中,出现高压漏电打火,立即按红色紧急开关,使上模迅速离开下模,中止打火,火护模具。
5.0 生产常见不良原因分析及改善措施:
|
项次 |
不良现象 |
不良原因 |
改善措施 |
|
1 |
爆边 |
包装时温度、高周、气压过大
模具匹配 |
改善包装
调节温度、高周、气压
修正模具 |
|
2 |
无齿纹 |
温度低、高周过小 |
调节温度、调大高周 |
|
3 |
四周齿纹不均匀 |
模具压力不均匀
高温胶布垫不均匀 |
调整上模压力
把多余的高温胶布撕掉 |
|
4 |
模具打火、火花灯亮 |
温度过高、高周过大
压空吸塑、绝缘板有烧黑现象 |
调低温度、调小高周
放入吸塑,更换绝缘板 |
公司地址:无锡市八士镇芙蓉工业园35号
公司名称:无锡金电电子设备有限公司
联系电话:13914117969 黄保华
公司网址:www.wxjindian.com
相关搜索:转盘式高周波机 吸塑泡壳封口模具 高周波使用说明书